
Сухие антифрикционные смазки - прорыв в области смазочных материалов

Прорыв в области смазочных материалов
АФП (Антифрикционные покрытия) подобны краскам, но вместо пигмента они содержат высокодисперсные частицы дисульфида молибдена, распределенные в смеси связующих веществ (смол) и растворителей с присадками. После нанесения покрытия растворитель испаряется, а связующие вещества полимеризуются и обеспечивают надежное сцепление с основой.
В отвержденном состоянии АФП представляют собой частицы дисульфида молибдена в полимерной матрице. Уникальные антифрикционные свойства таких покрытий достигаются благодаря слоистой структуре дисульфида молибдена.
Наиболее ярко АФП проявляют себя при работе в условиях высоких контактных давлений и низких скоростей в парах трения металл-металл.
УНИКАЛЬНАЯ ТЕХНОЛОГИЯ АФП

ЧАСТИЧНОЕ ВЫДЕЛЕНИЕ ТВЕРДОЙ СМАЗКИ ИЗ ПОКРЫТИЯ
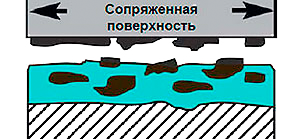
ПЕРЕНОС ЧАСТИЦ ТВЕРДОЙ СМАЗКИ НА СОПРЯЖЕННУЮ ПОВЕРХНОСТЬ

ФОРМИРОВАНИЕ АНТИФРИКЦИОННЫХ ПЛЕНОК
Примеры применения АФП
 |
 |
.jpg) |
| Работоспособность при экстремально низких и высоких температурах | Обеспечение быстрой приработки, защита от задиров и износа | Облегчение демонтажа крепежа, предотвращение заедания резьбы |
В зависимости от того, какая несущая способность требуется от покрытия, в качестве сухих смазочных веществ применяют:
- Для высоких нагрузок – дисульфид молибдена MoS2 и/или поляризованный графит
- Для средних нагрузок – политетрафторэтилен (тефлон, PTFE, ПТФЭ) и/или другие полимеры
Связующие элементы обеспечивают адгезию к субстрату, химическую стойкость и защиту от коррозии. В качестве связующих используют эпоксидные смолы, титанаты, полиуретаны, акриловые, фенольные, полиамид-имидные и специальные компоненты.
При использовании органических связующих элементов термостойкость антифрикционных покрытий достигает +250 °С, а неорганические системы позволяют покрытиям работать при экстремально высоких температурах - вплоть до +600 °С.
Растворители предназначены для переноса и распределения твердых смазок и связующих на субстрате, а также для обеспечения нужной вязкости антифрикционного покрытия путем разбавления перед нанесением.
Для улучшения необходимых свойств, а также для модификации и придания антифрикционным покрытиям новых свойств в них добавляют присадки.

Способы нанесения антифрикционных покрытий
Антифрикционные покрытия наносятся на поверхность с помощью обычных технологий окрашивания, таких как распыление, трафаретная печать, окунание, нанесение кистью. После нанесения покрытия и сушки растворитель испаряется, а связующие вещества полимеризуются и обеспечивают надежное сцепление с основой. Выбор конкретного способа нанесения антифрикционных покрытий зависит от геометрии покрываемых деталей и желаемого результата с точки зрения равномерности и долговечности покрытий.
При нанесении покрытия на одну из деталей пары трения в процессе работы происходит частичный перенос твердых смазок на сопряженную поверхность. Таким образом, в процессе трения под нагрузкой формируются плотные и очень гладкие антифрикционные пленки, закрывающие неровности материала основы. В результате при работе пары трения скорость изнашивания покрытия сводится к минимуму.
Эти процессы иллюстрирует фотография, полученная с помощью сканирующего электронного микроскопа при увеличении 1000 раз. На левой части показано покрытие сразу после отверждения, а на правой – после приработки и формирования гладкой пленки из твердых смазок.
Преимущества антифрикционных покрытий перед другими видами смазочных материалов
Применение антифрикционных покрытий на сегодняшний день является самым перспективным способом решения многих проблем, связанных с потерями на трение в движущихся узлах.
В отличие от сухих смазок в виде натертых пленок частицы твердых веществ антифрикционных покрытий прочно удерживаются на поверхности с помощью связующего компонента.
По сравнению с применением традиционных смазочных материалов – пластичных и жидких смазок – антифрикционные покрытия имеют ряд преимуществ.
- После нанесения антифрикционного покрытия образовавшаяся тонкая сухая смазочная пленка предотвращает налипание абразивной пыли и грязи на поверхность.
- Благодаря тому, что твердые смазочные вещества удерживаются на поверхности связующими, антифрикционные покрытия в большинстве случаев обеспечивают смазку на весь срок службы. Сухие смазки в составе АТСП обладают исключительной термической стабильностью и химической инертностью, стойкостью к окислению и влаге. Они не стареют и не испаряются, способны эффективно работать в условиях радиации и вакуума даже после продолжительного простоя узла.
- Толщина покрытия легко контролируется и может составлять от 5 до 20 мкм, что практически не влияет на исходную точность размеров детали. Возможно локальное нанесение антифрикционных покрытий на определенные участки поверхности. Обладая высокими противоизносными и антикоррозионными свойствами, АТСП могут заменить хромирование, цинкование и другие виды обработки.

Свойства популярных антифрикционных покрытий
| АФП | ДИАПАЗОН РАБОЧИХ ТЕМПЕРАТУР, °C | СМАЗОЧНОЕ ВЕЩЕСТВО | СВЯЗУЮЩИЙ АГЕНТ | ТИП ОТВЕРЖДЕНИЯ |
|---|---|---|---|---|
| Molykote 106 | -70...+250 | MoSO2, графит | Эпоксидная смола | Термоотверждение |
| Molykote 3400A | -200...+430 | MoSO2 | Эпоксидная смола | Термоотверждение |
| Molykote 3400A Leadfree | -200...+430 | MoSO2 | Эпоксидная смола | Термоотверждение |
| Molykote 3402C Leadfree | -200...+310 | MoSO2 | Специальный | Обычные условия |
| Molykote 7400 | -70...+200 | MoSO2, графит | Акриловый | Обычные условия |
| Molykote D-10-GBL | -70...+380 | Графит | Полиамид-имид | Термоотверждение |
| Molykote D-106 | -70...+250 | MoSO2, графит | Эпоксидная смола | Термоотверждение |
| Molykote D-21 | -180...+450 | MoSO2, графит | Титанат | Обычные условия |
| Molykote D-321 R | -180...+450 | MoSO2, графит | Титанат | Обычные условия |
| Molykote D-3484 | -70...+250 | MoSO2, графит | Фенольный | Термоотверждение |
| Molykote D-708 | -180...+240 | ПТФЭ | Эпоксидная смола | Термоотверждение |
| Molykote D-7405 | -70...+200 | Синтетика | Полиамид-имид | Термоотверждение |
| Molykote D-7409 | -70...+300 | MoSO2, графит | Полиамид-имид | Термоотверждение |
| Molykote D-7620 | -70...+300 | MoSO2, графит | Полиамид-имид | Термоотверждение |
| Molykote D-96-NTP | -40...+80 | ПТФЭ | Полиуретан | Обычные условия |
| Molykote D-9610 | -40...+80 | ПТФЭ | Полиуретан | Обычные условия |
| Molykote PTFE-N UV | -180...+240 | ПТФЭ | Акриловый | Обычные условия |


